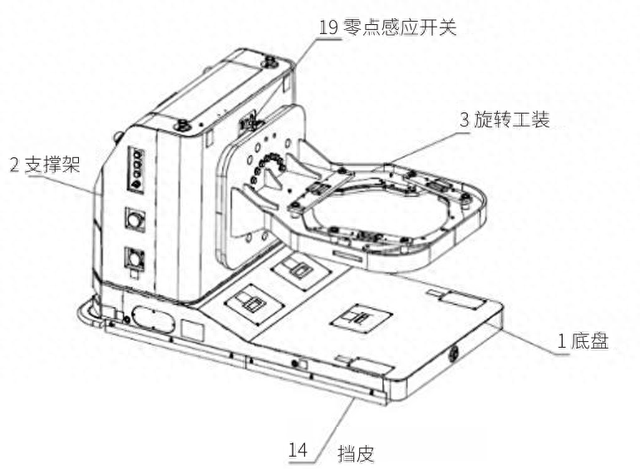
摘要:电驱动系统是新能源商用车动力系统的核心部件,现有的电驱动系统中的驱动电机和变速器是在固定支撑工装上进行装配,存在无法移动及旋转、人工劳动强度大、装配困难、灵活性低、使用效率低等问题。为解决电驱系统中驱动电机和变速器的智能化、柔性化装配需求,本文设计了一种带翻转机构的AGV,AGV通过调度系统与MES系统的信号交互,能自动在每个工位旋转所需的角度,满足人员装配需求。结果表明:使用该AGV的装配方式,提升了电驱系统中驱动电机和变速器的装配效率与灵活性;助力行业实现转型升级,实现智能化、网络化、柔性化生产。 关键词:电驱动系统、AGV、翻转机构、AGV调度系统 一、引言 随着国家“双碳”战略的推进,推动绿色低碳技术的创新和应用,提高能源利用效率和降低碳排放强度,新能源商用车领域正在进行前所未有的技术蜕变和产业升级。电驱动系统作为新能源商用车动力系统的核心部件,已成为传统商用车企业、造车新势力及关键零部件制造商竞相角逐的战略要地。另外,随着技术的不断成熟,电驱动系统已从早期的过渡产品,进化为集多项优势于一体的先进解决方案,其优异性能获得市场的广泛认可,成为衡量企业技术实力和市场竞争力的重要标尺[1]。 电驱动系统是整个新能源汽车的核心所在,直接影响其经济性、安全性、可靠性等性能(新能源商用车电驱动系统综述),电驱动系统主要分为驱动电机、变速器、功率变换器、控制器四大部分[2]。现有的驱动电机和变速器组装方法是将驱动电机和变速器直接放置到固定平台上进行装配,装配过程中人员需要到处走动,拿取零件进行装配,消耗劳动力大,费时费力,效率低。由于装配过程中驱动电机和变速器无法调整姿态,部分零件装配困难,并且会导致装配后质量差,可能会导致驱动系统在高负荷、高转速下产生较大的噪声等异常,从而影响乘车舒适性和安全性。 结合现状,本文设计了一款新能源汽车用驱动电机与变速器装配AGV,可实现物料的自动运输,也具备物料旋转功能,可根据人机工程需求自动调整装配姿态,提高装配效率,降低人工劳动强度,实现AGV及装配线的高效、灵活、稳定运行。二 二、AGV车体设计 如图1所示,该新能源汽车用驱动电机与变速器装配AGV,包括底盘,底盘一侧设置有支撑架,支撑架一侧设置有旋转工装,同时支撑架内部设置有零点感应开关,检测工装零点位置。
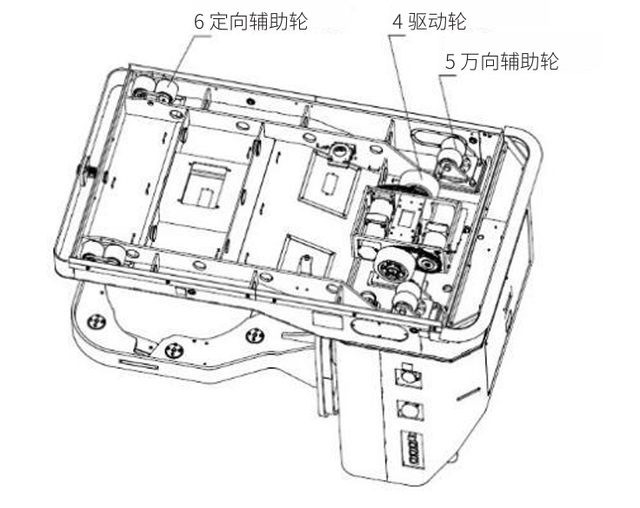
AGV车体四周设有挡皮,可防止小零件掉落到AGV车体底部,影响AGV运行。其中,挡皮一侧为软质聚氨酯与地面接触,保证装配过程中零件不进入AGV底部,一侧为不锈钢压板通过螺栓固定在底盘上保证挡皮牢固且美观[3]。 如图2所示,底盘底部设置有驱动轮、万向辅助轮和定向辅助轮,可保证AGV行进。驱动单元设置有压缩弹簧,使驱动轮与地面充分接触并提供所需驱动力,保证AGV运行。万向辅助轮为双排轮,增加AGV与地面的接触面积,减小对地面的破坏,由于底盘下部设置2个万向辅助轮与2个定向辅助轮,以及一组驱动轮,会导致部分辅助轮不着地的情况发生,进而定向辅助轮设置为前后轮,轮中间增加销轴,使得定向辅助轮前后轮可绕销轴旋转,保证定向辅助轮与地面充分接触,进而保证底盘上设置的辅助轮与地面充分接触,进一步减少对地面的破坏。
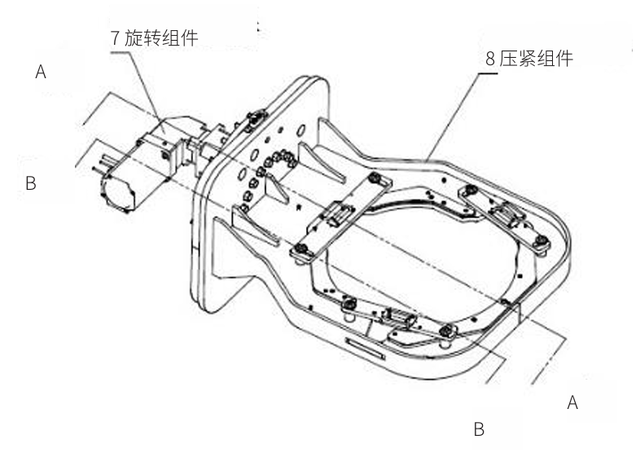
图2 AGV底盘结构示意图 三、AGV旋转工装设计 如图3所示,旋转工装[3]包括旋转组件和与旋转组件连接的压紧组件。
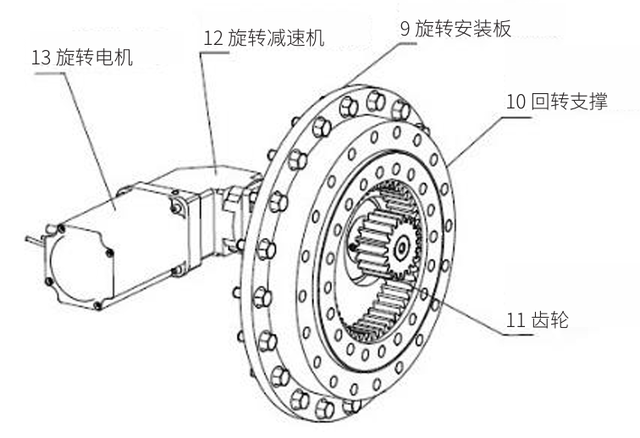
图3 AGV旋转工装结构示意图 如图4所示,旋转组件包括旋转安装板、旋转减速机以及与旋转减速机连接的旋转电机。旋转安装板的一侧通过螺栓安装在支撑架上,另一侧通过螺栓安装有回转支撑,回转支撑内圈设置有内齿和与内齿啮合的齿轮,齿轮通过螺栓安装在旋转减速机上,旋转减速机通过螺栓安装在旋转安装板上,且旋转电机通过螺栓安装到旋转减速机上。
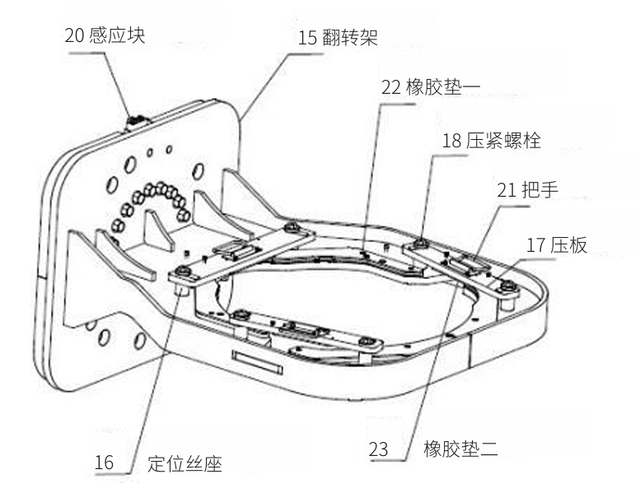
图4 旋转组件7的结构示意图 当装配作业完毕后,AGV控制系统下发指令,旋转电机工作,带动回转支撑旋转进而带动压紧组件旋转,当压紧组件旋转带动感应块旋转,当感应块旋转到零点感应开关处,零点感应开关有信号,AGV控制系统下发指令旋转电机停止,使得压紧组件每次工作完成均可返回零点位,方便下个装配循环继续进行。 如图5所示,压紧组件包括翻转架,翻转架上设置有感应块,支撑架上设置有用于与感应块信号感应的零点感应开关。
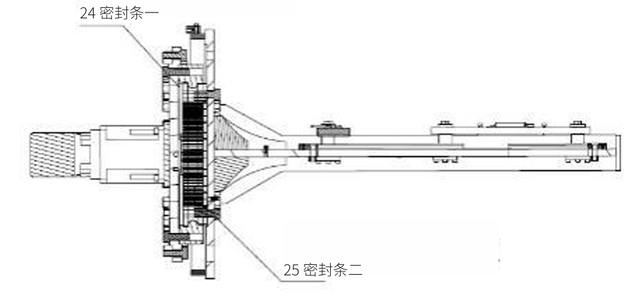
图5 压紧组件8的结构示意图 翻转架上还设置有橡胶垫一,压板上设置有橡胶垫二。翻转架与物料接触的部分安装橡胶垫一,同样压板与物料接触的部分安装橡胶垫二,橡胶垫一与橡胶垫二保护装配物料不会被压坏,保证物料在装配完毕后不会有外观损伤。 沿AGV旋转工装A-A位置剖视图如图6所示。旋转安装板与回转支撑之间设置有密封条一,回转支撑与翻转架之间设置有密封条二,密封条一和密封条二使得回转支撑与旋转安装板、翻转架紧密贴合无缝隙,保证润滑油不外漏,延长回转支撑与齿轮的使用寿命。
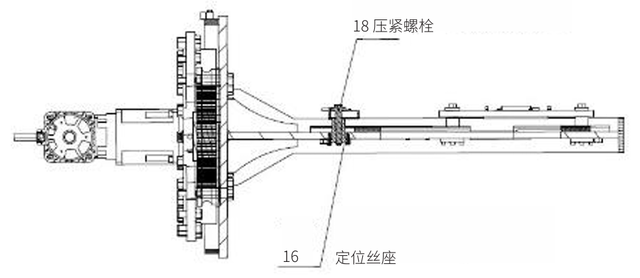
图6 沿AGV旋转工装A-A位置剖视图 沿AGV旋转工装B-B位置剖视图如图7所示。翻转架上设置有定位丝座和压板,压板通过压紧螺栓安装在定位丝座上。定位丝座通过螺栓及翻转架内设置的销孔固定,保证定位丝座的位置精度,另外,定位丝座采用热处理材料,保证定位丝座能承受一定范围内的剪切力及拉力,保证工装使用过程中的稳定性及安全性,压板放置到两个定位丝座上并通过压紧螺栓压紧,进而可压紧装配物料。
图7 沿AGV旋转工装B-B位置剖视图 定位丝座内孔尾部设置为通孔,头部设置为丝孔,压紧螺栓头部设置为螺纹,中部设置为光轴,压紧螺栓通过螺纹固定在定位丝座上,并通过压紧螺栓设置的光轴与定位丝座设置的通孔配合,使得定位丝座与压紧螺栓有较好的刚度配合,进而保证旋转工装在带着装配物料旋转时的安全性。四 四、AGV工作原理 使用AGV装配时,其压紧组件在零点,零点感应开关有信号时AGV行进,保证AGV行进过程中的安全性,AGV行进到需装配物料本体落装位,装配物料本体落装到翻转架上,操作人员将压板推到与装配物料接触位置,操作人员将压紧螺栓打紧,使装配物料固定在工作位置。操作人员按AGV上设置的放行按钮,AGV继续行进到装配工作位,操作人员进行零部件装配,AGV调度系统根据MES系统传递的工位信息,自动将物料旋转到该工位装配所需的角度,操作人员也可以按AGV上的旋转按钮,进行手动调整。AGV控制系统控制旋转电机工作,带动回转支撑转动,翻转架上设置有通孔通过螺栓固定在回转支撑上,当回转支撑转动时,进而带动翻转架转动,实现物料旋转功能,方便装配人员装配。AGV运行效果图如图8所示。
图8 AGV运行效果图 五 五、实践应用 如图9所示,设计的AGV已在国内某商用车电驱桥车间落地应用,填补了行业空白。根据物流种类不同,AGV自带翻转工装的人工作业面高度在900mm~1000mm,且工装根据工位需求自动翻转到合适的作业角度,满足人机工程,提升用户体验。
图9 AGV实物图 与传统的固定支架装配方式相比,AGV可以根据现场空间及装配工艺灵活调整运行路线,且路线修改比较简单,具有较高的柔性化;AGV可以根据MES系统下发的工位信息和物料信息自动调整物料翻转角度,并且将物料信息传递到每个工位,如拧紧工位的机器人可以根据AGV调度系统传递的物料信息,自动调整拧紧机的扭矩,对螺栓进行自动拧紧。除了个别工位需要人工装配外,拧紧工位等关键工位均已实现AGV与机器人的自动对接装配,由原来的地摊式装配升级为AGV柔性装配线后,装配线节拍由原来的55min/件加快到10min/件,年产量可达15000台,节约人工12人,极大地提高了工作效率。六 六、结论 通过新能源汽车用驱动电机与变速器装配AGV的研发设计及应用,给商用车电驱桥装配行业提供了一种更高效、更柔性化的解决方案。使用AGV作为柔性装配产线的载体,既能实现物料的自动运输,也具备物料旋转功能,可根据人机工程需求自动调整装配姿态,也可以与线边机器人实现自动对接装配,提高装配效率,降低人工劳动强度;AGV车体四周设有挡皮,可防止小零件掉落到AGV车体底部,影响AGV运行;AGV万向轮及定向轮为双排轮,减小对地面的破坏,定向轮设置中间铰接式,可以保证脚轮与地面良好接触,进一步减小对地面的破坏。 此方案的实际使用结果对国内外商用车电驱桥的装配具有重要的指导意义,有助于提高相关行业向智能化、柔性化方向发展。 参考文献: [1]李亚楠.商用车新能源化提速,电驱桥推广大有可为[N].中国汽车报,2024(18):1-4. [2]王特特,赵铁栓.新能源商用车电驱动系统综述[J].南方农机,2021(18):115-119. [3]高云朋,田洪云,李强,等.新能源汽车用驱动电机与减速器装配AGV: 202322893024.1[P]. 2024-06-28. |


















D-Think_ZT01加强型芯片注射器,PIT连续注
D-Think_ZT01-14T 1.4*8mm FDX-B植入式生物